全国服务热线
15615948619
山东腾达源金属材料有限公司
联系人:华经理
电 话:0635-8819339
手 机:15615948619 13602162866 (微信同号)
传 真:0635-8819009
网 址:www.dhstgb.com
库房地址:山东省聊城市高新区九州街道华硕路1号院内2号厂房东区
关键词:Q235NH耐候板,Q345NH耐候板,Q345GNH耐候板,Q295NH耐候板,Q355NH耐候板,Q355GNH耐候板,q460c高强板,Q550D高强板,HG60高强板,HG70高强板,DB590高强板

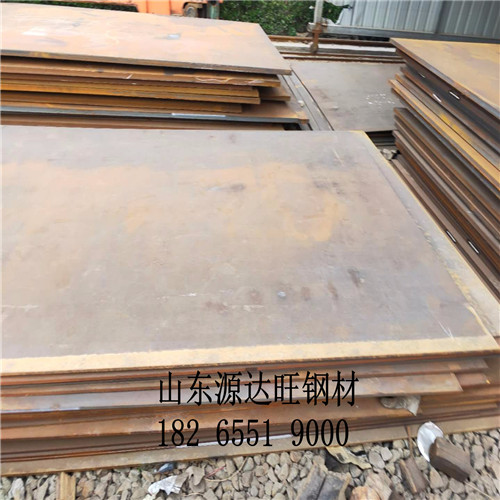
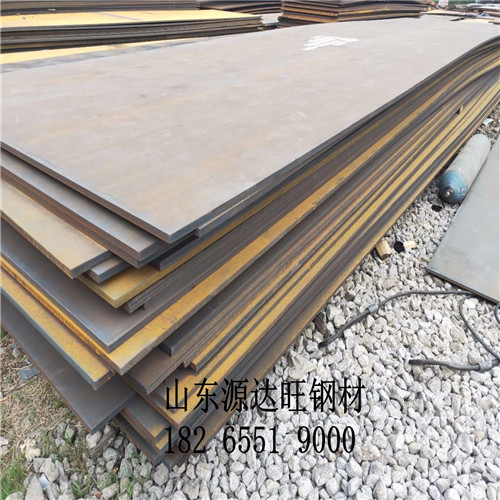
数控等离子切割Q390高强板操作简单,切割精度高,工作效率高,劳动强度低,非常适用于切割各种金属和小型工件。然而,对于第一次接触来说,断弧已经成为一个非常常见和麻烦的问题。为了帮助大家解决这个问题,本文总结了Q390等离子切割高强板断弧的原因及解决方法,希望大家可以参考。

首先,气压不够稳定
等离子体工作压力过高或过低都会影响切割效果。如果工作气压远低于规范要求的气压,则意味着等离子弧的喷射速度降低,输入空气的流量小于规定值,此时无法形成高能高速的等离子弧,导致切口质量差、切口无法穿透、肿瘤堆积等现象。如果输入气压远远超过0.45MPa,则工作气压过高。形成离子弧后,过量的气流会吹走集中的电弧柱,分散电弧柱的能量,削弱等离子弧的切割强度。
二、焊炬喷嘴和电极烧损
由于喷嘴安装不当,如未拧紧螺纹、设备各齿轮调整不当、未引入流动的冷却水、需要水冷的割炬工作时电弧频繁等,喷嘴会过早损坏。
解决方法:根据切割工件的技术要求,正确调整设备的齿轮,检查割炬喷嘴是否安装牢固。需要冷却水的喷嘴应提前循环冷却水。切割时,根据工件厚度调整割炬与工件的距离。
第三,输入交流电压过低
等离子切割机使用现场有大型电气设施,切割机内部主要电路元件故障会导致输入交流电压过低。
解决方法:检查等离子切割机连接的电网是否有足够的载流量,电源线的规格是否符合要求。等离子切割机的安装位置应远离大型电气设备和电气干扰频繁的场所。在使用过程中,需要定期清理刀具内的灰尘和部件上的污垢,检查电线是否老化。除了上述客观原因外,Q390高强板在数控等离子切割中断弧的原因也与用户有关。如果用户对设备不熟悉,操作水平低,操作不当,会导致断弧。
山东源达旺钢材现货销售,加工、定制、配送为一体的一站式服务商家,不论是Q390高强板切割加工还是异性定制都深受用户的好评,是一家值得信赖的厂家。欢迎广大客户前来咨询订购或到厂考察。
版权 © 2013-2024 山东腾达源金属材料有限公司
联系人:华经理 电话:0635-8819339
手机:15615948619 13602162866 (微信同号)
库房地址:山东省聊城市高新区九州街道华硕路1号院内2号厂房东区

全国服务热线:
15615948619